
Cleaning is an essential aspect of belt maintenance. It is important in terms of complying with food regulations as well as ensuring visually appealing baked goods. Looks are not everything, though: clean belts also guarantee product safety, for every production run.
Cleaning baking oven belts can be a dirty, time-consuming task, causing downtimes of two days or even more, when done with any of the traditional methods – chemicals, detergents, or dry ice. This spells considerable loss in production runs. Even more so, when the first batch baked right after the cleaning is usually discarded, for safety.
Cleaning requirements for baking belts are mainly determined by the type of product being baked and its ingredients; some might have higher fat or oil contents, some can be covered in flour, while others might be high in sugar or contain fruit. Sugar crystals are usually the most challenging material to clean off oven belts, as the sugar sticks on the belt tightly and can scratch its surface if it builds up on parts inside the oven, explains Marko Leber, Global Product Manager, Food, IPCO.
Planning cleaning cycles is another major factor that influences the belt cleaning process. “We learned from experience that some oven users delay the job to keep production running; but, that only makes it more difficult. When cleaning is put off for too long, the layer of baking residue becomes so thick that it’s impossible to remove by hand,” Leber points out. Finding the right balance for the right cleaning times depends on the ingredients in the bakery products. To expedite the process, IPCO recommends laser cleaning where applicable.
Laser cleaning vs. traditional methods
The immediate benefits of using laser cleaning technology for baking belts are the convenience and speed of the process. With it, cleaning can be carried out at a rate of 10-15 sqm/hour, depending on the level of build-up. “This means that a typical baking oven belt can be cleaned in a day, depending on the belt size and accumulated build-up,” Leber highlights. What’s more, production can begin right away, with no wasted batches. Product discharge is also considerably improved.
Laser cleaning has zero impact on the structure of the belt itself, as it is an entirely contactless process. By comparison, scrapers or brushes are abrasive and can impact the belt’s lifespan. “Using caustic soda (NaOH) to soften the residues before manually scraping them off, aside from being an extremely time-consuming and dirty process, also requires rinsing in abundance, to avoid contamination, and then immediate drying of the belt, to prevent it from rusting,” he explains. Using ice, on the other hand, can be a more effective method than chemicals. But, there are also some drawbacks to it, including the time needed for preparation as well as challenging (and costly) transportation and storage requirements.
Another major benefit is that this is a much cleaner process than other technologies, environmentally friendly and, in most cases, will not require closing down adjacent lines, IPCO’s specialist adds.
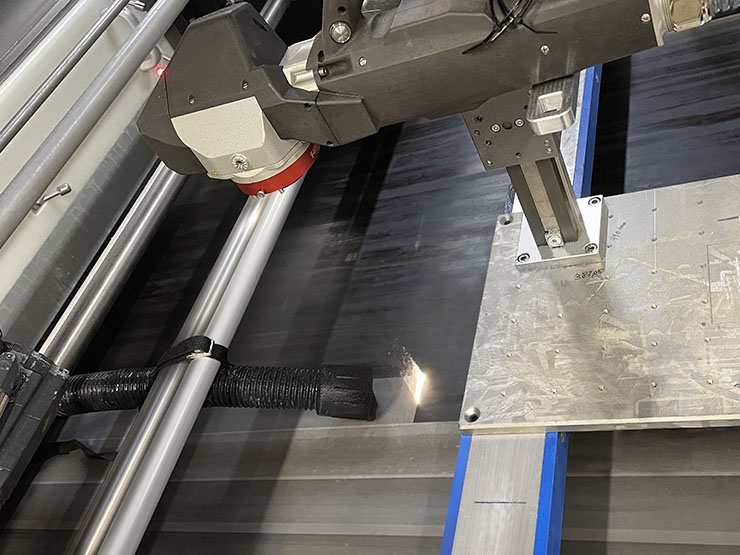
”The belt drive is turned on and, as the belt travels under the laser, baking residues are burned off.”
How does laser cleaning work?
IPCO has recently started providing laser cleaning services, for solid and perforated steel belts, using a high-power industrial laser. “The laser head is installed above the belt on a manually controlled carriage rail and the beam is focused on an area approximately 70 mm wide. The belt drive is turned on and, as the belt travels under the laser, baking residues are burned off,” explains Leber. Once the strip has been cleaned along the entire length of the belt, the laser head is moved across the carriage rail to the next section; this process is repeated until the full belt width has been cleaned.
The system is equipped with an external vacuum system that collects any remaining carbon residues, while also extracting any fumes that might be generated while cleaning. “Any residual debris left on the belt will be trapped by the scrapers or can easily be removed by hand,” adds the specialist.
The whole process is set up and managed by a single technician, including dismantling it when cleaning is completed. For safety reasons, a specialist from IPCO will perform the entire procedure, wearing appropriate protective gear for eyes and ears. A laser hazard zone must be established for the cleaning process, covering an area of at least 5 m from the equipment, in all directions (measured from the center of the belt at the spot were the device is placed). While cleaning operations are underway, only authorized staff may access the area, wearing laser-
protective eyewear.
In Europe, the system needs a 380 V / 50 Hz power supply in the form of two 5-pin, 16 Amp connections. The oven must also be capable of running at a speed of 4 m/min or less and needs to be at room temperature before cleaning can begin (there are slightly different requirements in North America).
The added bonus is that it’s an essentially green process: no water, detergents, or chemicals are used, so there is no waste going into the drains.
The article is part of an extended feature, which was originally published in [BBI 2 – 2023]. Read the full article in the magazine: