Energy consumption tops the list of concerns for bakeries. The first place to start looking into potential savings is, of course, the big spender – the oven. Here, steel belts can go a long and hygienic way toward baking efficiency. Keeping them in a straight line is key.
Energy efficiency may be just part of the equation when selecting a type of belt, but it is an increasingly important one given the dramatic rise in energy costs that the world is currently experiencing. Either solid or perforated, steel belts come with several advantages in this regard.
It’s a straightforward equation: a belt begins to cool down as soon as it exits the baking chamber, and energy goes into heating it again, for the next round. “The amount of heat required depends on the amount of metal in the belt: the lighter the belt, the less energy it needs to spend. The same goes for the energy needed to ‘drive’ the belt through the oven. Solid and perforated bake oven belts weigh significantly less than mesh belts,” Marko Leber, General Product Manager, Food, IPCO, explains. The larger the oven, the greater the savings in energy; since they can account for up to 45% of a bakery’s overall energy consumption, as much as 25% of it goes into heating the conveyor belt. Besides that, “Solid steel belts are inherently lighter than mesh belts – perforated belts even more so – and this can translate into energy savings as high as 30% compared with ovens that use mesh belts,” Leber illustrates.
Another aspect that contributes to the overall sustainability is the belt’s lifespan: for solid and perforated steel belts, a working timeline upwards of 20 years is not unusual – considerably longer than that of a mesh belt. “Some IPCO belts have remained in use for more than twice this length of time. It is virtually unheard of for a steel bake oven belt to reach the ‘end of life’ due to fatigue stress,” Leber highlights.
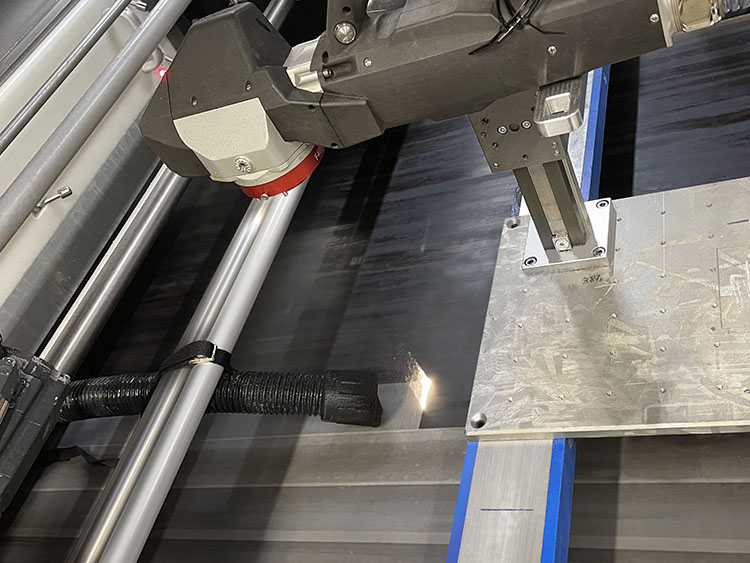
“At IPCO, we have worked in partnership with laser specialists to develop a self-contained bake oven belt cleaning system that can be used at a customer’s site with minimal disruption to other lines.”
Marko Leber, General Product Manager, Food, IPCO
Long-life, flat belts – check
The correct installation and alignment of the belt is essential to the process, which goes for all baking oven belts. In the case of solid and perforated belts, IPCO manages this with tracking devices ranging from simple spring-loaded guide rollers to integrated active tracking solutions that angle the drive drum (via the bearing housings) to create the desired belt tracking motion. The latter is generally only used on new conveyors or as an upgrade where an end station is being replaced or can be rebuilt, IPCO’s specialist explains. When rebuilding is not an option and active tracking is needed on a conveyor, a Compact Belt Tracker (CBT) system can be installed. In this case, tracking is achieved utilizing a tilt roller, which causes the belt to move laterally as needed, to maintain smooth, straight running. These units can be mounted in a variety of positions to an existing conveyor and therefore usually require little modification to accommodate them, he explains.
Correct maintenance is key to maximizing the working life of steel baking oven belts. One of the most important tasks in this respect is to regularly apply a suitable lubricant. As well as its obvious role – reducing friction – this helps eliminate the risk of rust caused by condensation, reduces wear and vibration, prevents belt distortion, and ultimately leads to longer belt life. Leber recommends the easiest way to apply a lubricant: via graphite skid bars, which allow the graphite to be gradually deposited on the inside of the belt. “IPCO graphite skid bars are available for all standard belt widths,” he highlights.
A ‘raw’ steel belt will initially have some unwanted characteristics; to some extent, it may be somewhat arched, or display other minor defects. All of these must be removed for the belt to run straight and true through the oven. “A multi-roller leveling unit is used to remove flatness and straightness defects under tension. This is a critical stage in the production of a steel bake oven belt and must meet extremely tight tolerances: any ‘waviness’ left in the belt will make the belt more susceptible to cracking and adversely affect its working life,” Leber stresses.
It is therefore important that this ‘flatness’ is maintained once the belt is in operation. Heat and scratches that can occur on the belt due to external factors can create stress patterns, causing the belt to acquire a concave or convex shape over time. These deformations can be rectified via a method known as ‘shotpeening’ – small metal balls are blasted at high pressure across the width of the belt, returning it to its original flat condition. IPCO’s most recent development for this process is the Shotpeener Pro. “This incorporates a number of technical advances that deliver significantly enhanced performance for faster results and 30% greater flattening capacity,” Leber shares the company’s research. Using this solution, it is even possible to restore oven belts that were previously so deformed that they were considered beyond repair, the specialist adds.
Cleaning and maintenance guidelines
Cleaning and lubrication can be routinely done in-house, but it is recommended that maintenance and service be carried out by specialists. IPCO supports its customers through Preventative Maintenance Agreements (PMAs), to help identify risks of failure before causing any disruptions in production. Leber provides details of what the PMA can entail: “This type of agreement goes beyond simple belt inspections. All major system components will be checked and terminal drums, rollers and skid bars assessed to ensure that they are in good condition and performing as they should. Engineers will also make sure that terminal drums and rollers are rotating freely, and that tension and tracking devices are functioning as they should.”
The flat, smooth surface of a bake oven belt helps make cleaning easier than with other types of conveyor belts. Many ovens use rotating brushes to keep the belt clean during production; however, a gradual build-up of deposits on the baking side is still likely and will eventually need to be addressed, as it will negatively impact the products. “A range of factors including end product, oven type and personal preference will determine the most effective approach to the removal of carbon deposits and will usually involve the application of chemicals, dry ice, baking release agents or detergents and a great deal of manual input. At IPCO, we have worked in partnership with laser specialists to develop a self-contained bake oven belt cleaning system that can be used at a customer’s site with minimal disruption to other lines,” Leber explains. This service was set up to be fast and convenient: depending on its size and the level of build-up, a typical oven belt can be cleaned in one day. By comparison, cleaning the same belt by hand or using dry ice can take two or more days. What’s more, with the self-contained cleaning system, production can resume right away, with no wasted batches, and product discharge is noticeably improved, Leber points out. “The other major benefit is that this is a much cleaner process than other technologies and, in most cases, will not require adjacent lines to be closed down,” he adds.
The company looks beyond the belts to ensure they run smoothly over time. It also provides auxiliary parts and a comprehensive range of conveyor components, covering all aspects of a conveying system, from tensioning and drive stations, to tracking systems, break points and graphite stations. “Our experience in producing, installing, maintaining and servicing bake oven belts means we also
understand how the system works as a whole and this is reflected in our ability to supply a complete range of conveyor components and to support OEMs and bakeries through a global service network,” Leber says.
From the perspective of the entire conveying system, the belt serves as a window into its performance. The system’s efficiency is maximized when all the parts of the conveyor work together as intended. Any issues in the system are likely to impact the condition of the belt. IPCO can help identify such issues, as it recently did for one of its customers that was experiencing a belt tracking problem, for example. IPCO’s engineers determined the problem did not come from the belt itself, but several components were not performing correctly. “Our solution was to retrofit new components, including inlet and outlet drums, tracking devices and a graphite station. This gave the customer an upgraded conveyor system with immediate gains in productivity, without having to replace the belt,” Leber said. “The improvement in efficiency meant the additional cost of the upgrade was recouped in less than a year.”
A reliable, efficient conveyor system can contribute significantly to long-term sustainability.